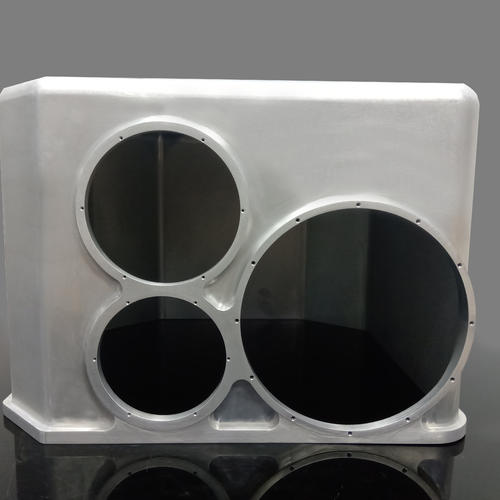
Tinheo కస్టమ్ షీట్ మెటల్ ప్రోటోటైపింగ్ సేవలు మీ ప్రాజెక్ట్ల కోసం వేగవంతమైన మరియు తక్కువ ఖర్చుతో కూడిన పరిష్కారాన్ని అందిస్తాయి. ప్రోటోటైప్లు మరియు తక్కువ వాల్యూమ్ ఉత్పత్తి పరుగులు రెండింటి కోసం బెండింగ్, పంచింగ్, కటింగ్ స్టాండర్డ్ గేజ్ మెటల్తో సహా సేవలు. షీట్ మెటల్ ఫాబ్రికేషన్ అనేది ఆటోమోటివ్, మెడికల్ డివైజ్, ఏరోస్పేస్, ఎలక్ట్రానిక్స్, ఎనర్జీ మరియు రోబోటిక్స్ వంటి వివిధ పరిశ్రమల కోసం మీ స్పెసిఫికేషన్లకు అనుగుణంగా అనేక రకాల మెటీరియల్స్ మరియు ఫినిషింగ్లతో మన్నికైన, తుది వినియోగ మెటల్ భాగాలను ఉత్పత్తి చేస్తుంది.
షీట్ మెటల్ ఫాబ్రికేషన్ యొక్క ప్రయోజనాలు
1. మెటీరియల్ ఎంపిక
అల్యూమినియం + , రాగి, స్టెయిన్లెస్ స్టీల్ + , స్టీల్ మరియు జింక్
2.Finishing ఎంపికలు
పూసల బ్లాస్టింగ్, యానోడైజింగ్, ప్లేటింగ్, పౌడర్ కోటింగ్ మరియు అనుకూల ముగింపులు
3. మందం ఎంపికలు
వెరైటీ గేజ్లు అందుబాటులో ఉన్నాయి
4. మన్నిక
షీట్ మెటల్ ఫాబ్రికేషన్ ప్రోటోటైపింగ్ లేదా తుది ఉపయోగం కోసం మన్నికైన భాగాలను ఉత్పత్తి చేస్తుంది
5. స్కేలబిలిటీ
తక్కువ సెటప్ ఖర్చులు అంటే పెద్ద వాల్యూమ్లకు తక్కువ ధరలు
6. మలుపు
విడిభాగాలు కేవలం 5-10 రోజుల్లో పంపిణీ చేయబడతాయి
కామన్ షీట్ మెటల్ అప్లికేషన్స్
గృహోపకరణాలు
శరీర ప్యానెల్లు
బ్రాకెట్లు
చట్రం
తలుపులు
ఎన్క్లోజర్లు
ఫ్యూజ్లేజ్లు
వంటగది పరికరాలు
కార్యాలయ సామగ్రి

షీట్ మెటల్ ఫాబ్రికేషన్ అంటే ఏమిటి?
షీట్ మెటల్ ఫాబ్రికేషన్ అనేది షీట్ మెటల్ స్టాక్ను ఫంక్షనల్ భాగాలుగా మార్చడానికి ఉపయోగించే తయారీ ప్రక్రియల సమితి. షీట్ మెటల్ సాధారణంగా 0.006 మరియు 0.25 అంగుళాలు (0.015 మరియు 0.635 సెంటీమీటర్లు) మందంగా ఉంటుంది.
'షీట్ మెటల్ ఫాబ్రికేషన్' అనే గొడుగు కిందకు వచ్చే అనేక ప్రక్రియలు ఉన్నాయి. వీటిలో కత్తిరించడం, వంగడం మరియు గుద్దడం వంటివి ఉంటాయి మరియు వీటిని సమిష్టిగా లేదా వ్యక్తిగతంగా ఉపయోగించవచ్చు.
షీట్ మెటల్ ఫాబ్రికేషన్ అనేది ఫంక్షనల్ ప్రోటోటైప్లు లేదా తుది-ఉపయోగ భాగాలను రూపొందించడానికి ఉపయోగించవచ్చు, అయితే తుది వినియోగ షీట్ మెటల్ భాగాలు సాధారణంగా మార్కెట్కు సిద్ధంగా ఉండటానికి ముందు పూర్తి ప్రక్రియ అవసరం.
మా ప్రత్యేక శ్రద్ధ నుండి మీరు ప్రయోజనం పొందడమే కాకుండా, మీ భాగాన్ని షోరూమ్ నాణ్యతకు తీసుకురావడానికి మేము పూర్తి ఫినిషింగ్ సేవలను కూడా అందిస్తాము. మా వాక్యూమ్ కాస్టింగ్ సేవ మీ కోసం ఏమి చేయగలదో దాని గురించి మరింత తెలుసుకోండి.

షీట్ మెటల్ ఫాబ్రికేషన్ ఎలా పని చేస్తుంది?
మందపాటి వర్క్పీస్ కంటే సన్నని మెటల్ షీట్లు మరింత సున్నితంగా ఉంటాయి కాబట్టి, వాటిని వివిధ ప్రక్రియలను ఉపయోగించి మార్చవచ్చు.
ఈ ప్రక్రియలు మూడు సాధారణ వర్గాలలోకి వస్తాయి:
మెటీరియల్ తొలగింపు
దీనిలో షీట్ మెటల్ వివిధ మార్గాల్లో కత్తిరించబడుతుంది
మెటీరియల్ వైకల్యం
దీనిలో షీట్ మెటల్ వంగి లేదా ఏర్పడుతుంది
మెటీరియల్ అసెంబ్లీ
దీనిలో షీట్ మెటల్ ఇతర భాగాలకు చేరింది
మేము అందిస్తున్న షీట్ మెటల్ తయారీ ప్రక్రియలు
1. మెటీరియల్ తొలగింపు
మెటల్ స్టాక్ను తొలగించడానికి, కత్తిరించడానికి మరియు పంక్చర్ చేయడానికి షీట్ మెటల్ ఫాబ్రికేషన్ మెటీరియల్ రిమూవల్ ప్రక్రియలను ఉపయోగిస్తుంది.

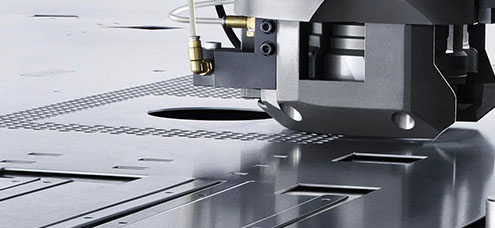
లేజర్ కట్టింగ్
లేజర్ కట్టింగ్ షీట్ మెటల్ భాగాన్ని కత్తిరించడానికి లేజర్ను ఉపయోగిస్తుంది. ఒక హై-పవర్ లేజర్ షీట్పైకి మళ్లించబడుతుంది మరియు లెన్స్ లేదా మిర్రర్తో సాంద్రీకృత ప్రదేశానికి తీవ్రమవుతుంది. షీట్ మెటల్ ఫాబ్రికేషన్ యొక్క నిర్దిష్ట అనువర్తనంలో, లేజర్ యొక్క ఫోకల్ పొడవు 1.5 నుండి 3 అంగుళాలు (38 నుండి 76 మిల్లీమీటర్లు) మధ్య మారుతూ ఉంటుంది మరియు లేజర్ స్పాట్ పరిమాణం 0.001 అంగుళాలు (0.025 మిమీ) వ్యాసంలో ఉంటుంది.
0.002 అంగుళాల (0.05 మిమీ) కంటే మెరుగైన పార్ట్ ఖచ్చితత్వం
కెర్ఫ్ వెడల్పు 0.006 అంగుళాలు (0.15 మిమీ) నుండి 0.015 అంగుళాలు (0.38 మిమీ)
మెటీరియల్ బహుముఖ ప్రజ్ఞ
లేజర్ కట్టింగ్ కొన్ని ఇతర కట్టింగ్ ప్రక్రియల కంటే చాలా ఖచ్చితమైనది మరియు శక్తి-సమర్థవంతమైనది, కానీ అన్ని రకాల షీట్ మెటల్ లేదా అత్యధిక గేజ్ల ద్వారా కత్తిరించలేము.
వాటర్ జెట్ కట్టింగ్

0.002 అంగుళాల (0.05 మిమీ) కంటే మెరుగైన పార్ట్ ఖచ్చితత్వం
కెర్ఫ్ వెడల్పు 0.006 అంగుళాలు (0.15 మిమీ) నుండి 0.015 అంగుళాలు (0.38 మిమీ)
మెటీరియల్ బహుముఖ ప్రజ్ఞ
వాటర్ జెట్ కట్టర్ షీట్ మెటల్లోకి చొచ్చుకుపోవడానికి అధిక పీడన జెట్ నీటిని ఉపయోగిస్తుంది. లోహం ముఖ్యంగా సన్నగా ఉండకపోతే, ఘన పదార్థాన్ని కత్తిరించడానికి నీరు ఒక రాపిడి పదార్థంతో కలుపుతారు.
వాటర్ జెట్ కట్టింగ్ లేజర్ లేదా ప్లాస్మా కట్టింగ్ వంటి వేడిని ఇవ్వదు కాబట్టి, ఈ ప్రక్రియ ముఖ్యంగా తక్కువ ద్రవీభవన స్థానం కలిగి ఉన్న లోహాలకు ఉపయోగపడుతుంది మరియు లేకపోతే వైకల్యం చెందుతుంది. వాటర్ జెట్ కటింగ్తో, వేడి-ప్రభావిత జోన్ (HAZ) లేదు మరియు లోహాలు వాటి అంతర్గత లక్షణాలను మార్చకుండా కత్తిరించబడతాయి.
ప్లాస్మా కట్టింగ్

పార్ట్ ఖచ్చితత్వం 0.008 అంగుళాలు (0.2 మిమీ) కంటే మెరుగైనది
అధిక కట్టింగ్ వేగం, ఉదా. నిమిషానికి 200 అంగుళాలు (5.08 మీటర్లు) 16-గేజ్ తేలికపాటి ఉక్కు
మెటీరియల్ బహుముఖ ప్రజ్ఞ
ప్లాస్మా జెట్టింగ్ షీట్ మెటల్ ద్వారా కట్ చేయడానికి వేడి ప్లాస్మా యొక్క జెట్ను ఉపయోగిస్తుంది. సూపర్ హీటెడ్ అయానైజ్డ్ గ్యాస్ యొక్క ఎలక్ట్రికల్ ఛానల్ను సృష్టించే ప్రక్రియ వేగంగా ఉంటుంది మరియు సాపేక్షంగా తక్కువ సెటప్ ధరను కలిగి ఉంటుంది.
మందపాటి షీట్ మెటల్ (0.25 అంగుళాల వరకు) ప్లాస్మా కట్టింగ్ ప్రక్రియకు అనువైనది, ఎందుకంటే కంప్యూటర్-నియంత్రిత ప్లాస్మా కట్టర్లు లేజర్ లేదా వాటర్ జెట్ కట్టర్ల కంటే శక్తివంతమైనవి. వాస్తవానికి, అనేక ప్లాస్మా కట్టింగ్ మెషీన్లు 6 అంగుళాల (150 మిమీ) మందపాటి వరకు వర్క్పీస్ల ద్వారా కత్తిరించగలవు. అయితే, ఈ ప్రక్రియ లేజర్ కటింగ్ లేదా వాటర్ జెట్ కటింగ్ కంటే తక్కువ ఖచ్చితమైనది.
పంచింగ్
షీట్ మెటల్ రంధ్రాలతో పంక్చర్ చేయవలసి వచ్చినప్పుడు, పైన పేర్కొన్న కట్టింగ్ పద్ధతుల కంటే నియమించబడిన పంచింగ్ మెషిన్ సాధారణంగా మరింత సమర్థవంతంగా పనిచేస్తుంది. పంచ్ చేయడం అనేది ఒక పంచ్ మరియు డై మధ్య షీట్ను శాండ్విచ్ చేయడం; పంచ్ డైలోకి వెళ్లినప్పుడు, అది షీట్లో రంధ్రం ఏర్పడేలా చేస్తుంది. సిరీస్లో అనేక చిన్న పంచ్లను చేయడం ద్వారా క్రమరహిత ఆకృతులను రూపొందించడానికి కూడా ప్రక్రియను ఉపయోగించవచ్చు.
2. మెటీరియల్ డిఫార్మేషన్
షీట్ మెటల్ను కటింగ్తో పాటు ఇతర మార్గాల్లో మార్చవచ్చు. ఉదాహరణకు, ఇది ప్రత్యేక యంత్రాలను ఉపయోగించి వివిధ ఆకారాలలోకి వంగి ఉంటుంది.
బెండింగ్
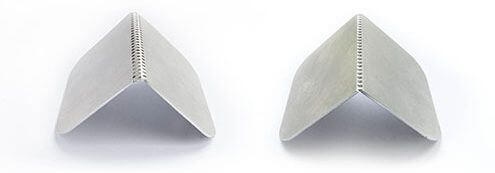
బ్రేక్ అనే యంత్రాన్ని ఉపయోగించి V-ఆకారం, U-ఆకారం మరియు ఛానల్ ఆకార వంపులను సృష్టించడానికి షీట్ మెటల్ బెండింగ్ ఉపయోగించబడుతుంది. చాలా బ్రేక్లు షీట్ మెటల్ను 120 డిగ్రీల కోణంలో వంచగలవు, అయితే గరిష్ట బెండింగ్ ఫోర్స్ మెటల్ మందం మరియు తన్యత బలం వంటి అంశాలపై ఆధారపడి ఉంటుంది.
సాధారణంగా, షీట్ మెటల్ ప్రారంభంలో అతిగా వంగి ఉండాలి, ఎందుకంటే ఇది పాక్షికంగా దాని అసలు స్థానం వైపు తిరిగి వస్తుంది.
స్టాంపింగ్

స్టాంపింగ్ అనేది షీట్ మెటల్ను కావలసిన ఆకృతిలో రూపొందించడానికి ఉపయోగించే మరొక వైకల్య ప్రక్రియ. షీట్ మెటల్ను దాని కొత్త రూపంలోకి నొక్కడానికి ఈ ప్రక్రియ స్టాంపింగ్ డైని ఉపయోగిస్తుంది - మెకానిక్ లేదా హైడ్రాలిక్.
కోల్డ్ షీట్ మెటల్పై స్టాంపింగ్ ఉపయోగించబడుతుంది, అయితే డై వల్ల కలిగే రాపిడి లోహాన్ని అధిక ఉష్ణోగ్రతల వరకు వేడి చేస్తుంది. వ్యక్తిగత స్టాంపింగ్ ప్రక్రియలు ఉంటాయి, కానీ వీటికే పరిమితం కాదు.
కాయినింగ్, దీనిలో ఒక నమూనా షీట్ మెటల్ భాగంపై నొక్కబడుతుంది
కర్లింగ్, దీనిలో షీట్ మెటల్ ఒక గొట్టపు ఆకారంలో వైకల్యంతో ఉంటుంది
హెమ్మింగ్, దీనిలో షీట్ మెటల్ అదనపు మందం కోసం దాని మీద మడవబడుతుంది
ఇస్త్రీ చేయడం, దీనిలో షీట్ మెటల్ భాగం మందంతో తగ్గుతుంది
స్పిన్నింగ్

షీట్ మెటల్ స్పిన్నింగ్ అనేది ఒక వైకల్య ప్రక్రియ - సంభావితంగా కుండల స్పిన్నింగ్ మాదిరిగానే ఉంటుంది - ఇది గుండ్రని లక్షణాలతో బోలు భాగాలను రూపొందించడానికి ఉపయోగించబడుతుంది.
స్పిన్నింగ్ ప్రక్రియలో మాన్యువల్గా లేదా యాంత్రికంగా షీట్ మెటల్ ఖాళీని లాత్పై తిప్పడం మరియు దానిని ఒక సాధనానికి వ్యతిరేకంగా నొక్కడం జరుగుతుంది, ఇది భాగం యొక్క అంతర్గత ఆకృతిని సృష్టిస్తుంది. స్పిన్నింగ్ అర్ధగోళాలు, శంకువులు మరియు సిలిండర్ల వంటి ఆకృతులను రూపొందించడానికి ఉపయోగించవచ్చు.
3. మెటీరియల్ అసెంబ్లీ
పూర్తి షీట్ మెటల్ భాగాలను రూపొందించడానికి కత్తిరించిన లేదా వంగిన షీట్ మెటల్ ముక్కలను కలపవచ్చు. ఈ ముక్కలను షీట్ మెటల్ నుండి తయారు చేయని భాగాలకు కూడా చేరవచ్చు.
అసెంబ్లీ

అనేక షీట్ మెటల్ భాగాలను కీళ్ళు, మరలు లేదా ఇతర సాధారణ పద్ధతులతో కలిపి అమర్చడానికి ఒక ఉత్పత్తిని రూపొందించవచ్చు.
భాగాలు ఏవైనా అవసరమైన ముగింపు ప్రక్రియలకు గురైన తర్వాత ఇది సాధారణంగా వస్తుంది.
వెల్డింగ్
షీట్ మెటల్ భాగాలను కొన్నిసార్లు వెల్డింగ్ ప్రక్రియను ఉపయోగించి కలపడం అవసరం, ఇది వేడితో కలిసి భాగాలను కలుపుతుంది.
అల్యూమినియం మరియు స్టెయిన్లెస్ స్టీల్ వంటి షీట్ మెటల్ పదార్థాలు అధిక వెల్డబిలిటీని కలిగి ఉంటాయి.